

Pistolety chłodzące “Cold Gun” optymalizują proces szlifowania
Problem: Producent czołgów szlifuje średnicę zewnętrzną 1-1/4″ (32mm) pręta walcowanego na zimno ze stali niskowęglowej. Długość skrawania wynosi 5″ (127mm). Głębokość skrawania wynosi 0,001″ (,03mm) na przejście (szlif zgrubny) przy użyciu ściernicy z ziarnem 100. Konieczność obróbki części na sucho powoduje trzy problemy – przypalanie części z powodu nagrzewania; częste obciąganie ściernicy tj. co 0,050″ (1,3mm) głębokości skrawania i nadmierne obciążenie ściernicy.
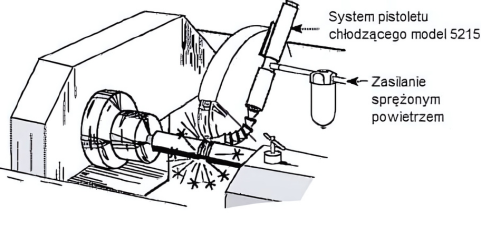
Rozwiązanie: Na szlifierce został zainstalowany system pistoletu chłodzącego model 5215. Głębokość skrawania została zwiększona do 0,008″ (0,20mm) bez przypalania części. Obciążenie ściernicy zostało wyeliminowane ze względu na niższe temperatury powierzchniowe i zdolność pistoletu chłodzącego do oczyszczania z suchych pozostałości. Żadne obciąganie ściernicy nie było wymagane podczas całej operacji.
Komentarz: Operacje działu narzędziowni takie jak ta odnoszą duże korzyści z chłodzenia zimnym powietrzem. Pomyślne zastosowania obejmują szlifowanie narzędzi i frezów, szlifowanie węglików spiekanych i fazowanie. Niski koszt pistoletu chłodzącego uzasadnia zakup dziesięciu systemów w tym przypadku, po jednym do skrzynki narzędziowej każdego operatora.
Zastosowania
Najpopularniejsze produkty dla tego zastosowania


